二保焊的飞溅多是怎么回事?
发布时间:2023-07-17 16:18:55
原创
来源:中华网
阅读:9518


二保焊的飞溅多的原因如下:1、焊接参数不匹配:二保焊属于平硬外特性输出特性,在电流较大时,常常发生瞬时短路,即在短路前期形成液体金属小桥,往往引起较大的电爆炸飞溅。2、焊丝伸出的长度太大,电弧稳定性差:焊丝伸出的长度越长,焊接飞溅越大。因此要求焊丝伸出的长度应尽可能地缩短。3、工件表面有油污锈垢漆,水分等杂物:焊接过程中这些杂物燃烧,阻碍了熔池正常过渡,形成较大飞溅。4、焊枪角度控制不当:当焊枪垂直于焊件焊接时,所产生的焊接飞溅量最少,倾斜角度越大,飞溅越多。焊接时,焊枪的倾斜角度最好不要超过20º。



本文内容为中华网·汽车( auto.china.com )编辑或翻译,转载请务必注明来源。

*
*
确定
取消
相关阅读

二保焊气压调多大合适
二保焊气压要高于1Mpa。二保焊过程中气体的纯度不得低于99.5%。同时,当气瓶内的压力低于1Mpa时,就应停止使用,以免产生气孔。这是因为气瓶内压力降低时,溶于液态二氧化碳中的水分汽化量也随之增大,从而混入二氧化碳气体中的水蒸气就越多。在进行二保焊时,若使用瓶装气体应作排水提纯处理,且应检查气体压力,若低于9.8乘10.5PQ(即1Mpa)应停止使用。因为气体的流量及纯度气体流量过小时,保护气体的挺度不足,焊缝容易产生气孔等缺陷;气体流量过大时,不仅浪费气体,而且氧化性增强,焊缝表面上会形成一层暗灰色的氧化皮,使焊缝质量下降。为保证焊接区免受空气的污染,当焊接电流大或焊接速度快,焊丝伸出长度较长以及室外焊接时,应增大气体流量。
发布时间:2023-09-06 16:00:26
阅读:1150

二保要做什么项目
二保需要做的项目是:1、更换机油和机油滤芯;2、检查空调滤芯、空气滤芯是否脏污,如果脏了,只需要用压缩空气吹干净即可,不用更换;3、检查胎压、灯光、防冻液、润滑油等是否正常;4、检测刹车片、轮胎、减震悬挂等。拓展内容:车辆的二保通常在新车里程达到1万千米时进行,一般经由二保如此繁多的检测与维保后,整个车况显著会进入最好情况,开车的安全性得到了最佳的保障,二保之后,新车功能基本平稳,而后依据车况和应用习惯每5000千米至7500千米做一次小养护,每1万至1.5万千米做一次全面体检养护即可。
发布时间:2023-07-17 16:18:55
阅读:1074

二保焊的飞溅多是怎么回事
二保焊的飞溅多的原因如下:1、焊接参数不匹配:二保焊属于平硬外特性输出特性,在电流较大时,常常发生瞬时短路,即在短路前期形成液体金属小桥,往往引起较大的电爆炸飞溅。2、焊丝伸出的长度太大,电弧稳定性差:焊丝伸出的长度越长,焊接飞溅越大。因此要求焊丝伸出的长度应尽可能地缩短。3、工件表面有油污锈垢漆,水分等杂物:焊接过程中这些杂物燃烧,阻碍了熔池正常过渡,形成较大飞溅。4、焊枪角度控制不当:当焊枪垂直于焊件焊接时,所产生的焊接飞溅量最少,倾斜角度越大,飞溅越多。焊接时,焊枪的倾斜角度最好不要超过20度。扩展资料:当施工环境温度低于零度或钢材的碳当量大于0.41%,及结构刚性过大,物件较厚时应采用焊前预热措施,预热温度为80度到100度,预热范围为板厚的5倍,但不小于100mm。工件厚度大于6mm时,为确保焊透强度,在板材的对接边缘应采用开切V形或X形坡口,坡口角度为60度钝边p为0到1mm,装配间隙b为0到1mm;当板厚差≥4mm时,应对较厚板材的对接边缘进行削斜处理。
发布时间:2023-07-17 16:18:55
阅读:1054

轿车二保一般保哪些项目
轿车二次保养的项目有:更换机油和四滤、部分车型需更换空气格和空调滤芯,还包括了发动机、变速箱、冷气系统、转向系统、制动系统、悬挂、车身、轮胎多个系统数十个项目的检测与维护。汽车二保具体项目有:一、检查发动机,在经过对发动机的三清三滤之后呢,要能保证发动机易启动、运转平稳、尾气能达标,并且无异响、无漏水、漏油、漏电、漏气、的现象;二、检查方向是否有转向不灵活的现象,再看运行的时候是否有摆头和跑偏的现象;三、看离合器是否无异响、操作容易、分离彻底,液压无漏油的情况;四、检查变速箱、驱动、前半轴是否润滑良好、连接可靠、换挡容易、无漏油的情况;五、检查制动踏板和行车制动器是否符合要求,要求是制动性能良好、无跑偏和漏油的现象;六、其它的地方顺带检查的有:信号灯、灯光仪表、按钮、发动机、等是否都可以正常工作;七、全车各地方需要加润滑油的地方都要加润滑油;八、进行全车的冲洗保养。汽车保养是指定期对相关部分进行检查、清洁、补给、润滑、调整或更换部分零件的预防性工作,又称汽车维护。汽车保养的目的是:1、保持车容整洁;2、消除隐患,预防故障发生;3、减缓零部件劣化过程,延长使用周期。
发布时间:2023-07-17 16:18:55
阅读:1053

什么叫首二保
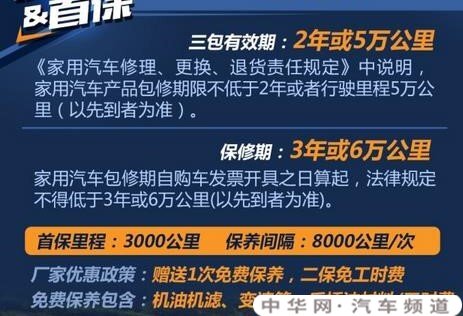
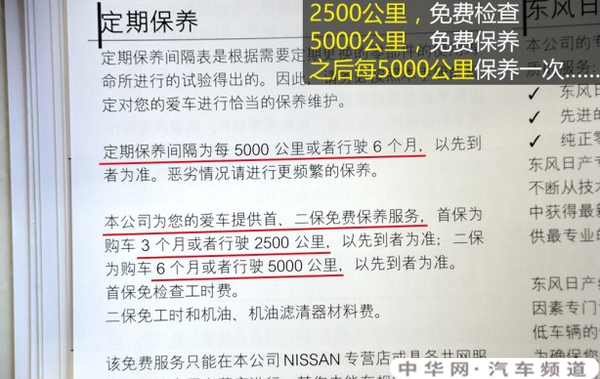
首二保指的是汽车的第一次保养(首保)和第二次保养(二保),指的是汽车第一、二次换机油、机滤的保养。当然可能还会根据行驶里程和时间,相应的还会有更换空调滤芯、空气滤芯等其他保养项目,但主要是指更换机油、机滤的保养过程。首保二保是可以一起做的,这是没有问题的。其实首保和二保没多大差别,首保是要在厂家规定的公里数或是时间内,到4S店进行机油、机油滤清器更换以及全车检查,这些都是免费的,而二保与首保相比就多了四轮动平衡,二保是要收费的,收费项目包括更换机油和机油滤清器的材料费,还有换油、四轮动平衡和检查的工时费,但各个4S店不尽相同,可以具体咨询4S店。新车首保时间通常按照里程数和规定的首保时间,一般为5000公里或6个月,但是一些品牌的4S店为了缩短客户的保养周期已经改为提醒客户的保养期限3000公里或3个月,两个数值以先到为准。如果公里数达到了,那么即使时间未到也要去做首保,否则4s店很有可能以没有达到标准为由,导致信息没有登记到厂家的全国联保系统中去,那么以后这个质保、索赔全部都是做不来的。所以为了避免这种情况的发生,车主还是要确认自己车辆的首保时间和里程数,是否要求哪一个先到为准,如果是的话,那么时间到了或者快到首保里程数了,就要去做首保。
发布时间:2023-07-17 16:18:55
阅读:1028

什么是飞溅润滑?
飞溅润滑是通过其运转零件将油飞溅后带入轴承的一种润滑方式,飞溅润滑具有结构简单的优点,有利于发动机的轻量化。飞溅润滑效果往往较差,尤其是对于各轴承而言,从外部甩油很难进行充分地润滑,特别是对于后来出现的顶置气门发动机,甩出的机油达不到位于气缸盖上的各种机件。代发动机大都采用了压力润滑的方式,就是在发动机上增加机油泵,利用机油泵的压力把机油强制地供给各个润滑点,为了尽可能地简化发动机构造,压力润滑一般和飞溅润滑结合使用。例如,在发动机上,真正采用压力润滑的部位集中在曲轴各轴颈、凸轮轴等部件,而连杆小头、气缸、活塞、摇臂等则是利用了压力润滑后飞溅出来的机油进行润滑。
发布时间:2023-07-17 16:18:55
阅读:9935

气保焊起泡是什么原因?
气体保护不良导致的气孔和气泡。1、气缸压力低于1MPa。必须停止使用新气体。气缸的残余压力越低,气体的含水量越高。氢孔出现。2、周围刮风。大量流动的空气侵入焊缝。形成氢孔等缺陷。可以避免适当的屏蔽。3、母材表面有油污、铁锈、油漆等杂物。焊接过程中这些杂物燃烧形成的焊接空洞。焊接前,必须打磨待焊接零件周围2或3cm,以露出金属光泽。4、焊接参数不正确。焊接电流与焊接电压不匹配。尤其是焊接电压高。根据母材厚度、焊缝位置、焊丝直径、焊机输出功率和负载率。选择匹配的焊接参数。5、焊丝伸出长度过长,二氧化碳气体保护柱保护能力弱,焊缝被空气侵入。焊丝长度约为焊丝直径的10倍。例如,直径为1.0mm的焊丝延伸长度约为10mm。6、喷嘴导电,喷嘴分流器被飞溅物堵塞。二氧化碳气体输出电阻大,保护不好。用工具清理堵塞物。可通过粘贴防堵膏或喷涂防堵喷剂解决。
发布时间:2023-07-17 16:18:55
阅读:9837

飞溅润滑油定义什么?
利用发动机工作时运动零件飞溅起来油滴或油雾来润滑摩擦表面润滑方式称为飞溅润滑。以下介绍润滑分类以及润滑油供应方式:润滑分类:按摩擦副之间润滑材料不同,润滑可分为流体(液体、气体)润滑和固体润滑(见润滑剂)。按摩擦副之间摩擦状态不同,润滑又分为流体润滑和边界润滑。介于流体润滑和边界润滑之间润滑状态称为混合润滑,或称部分弹性流体动压润滑。润滑油供应方式:润滑油或润滑脂供应方法在设计中很重要,尤其是油润滑时供应方法与零件在工作时所处润滑状态有着密切关系。具体方式包括油润滑,滴油润滑,油环润滑,飞溅润滑,压力循环润滑,润滑脂。
发布时间:2023-07-17 16:18:55
阅读:9494

首二保是几次?
首二保的意思是:汽车的首保、二保的说法,第一次叫首保,二次叫二保,一般是指车子第几次换机油、机滤的保养。当然可能还会根据行驶里程和时间相应还会有更换空调滤、空气滤等等其他保养项目,但主要是指更换机油机滤的保养过程。以下是汽车首保时具体的注意事项:1、保养前:看一下用户手册,了解一下此次保养的大概内容,以及有哪些需要自费的项目。保养前几天,给4S打电话,预约好保养时间。整理一下车内的物品,较贵重的小物品最好放在家里或随身携带,如手机、笔记本电脑、蓝牙耳机等,以防丢失。2、保养时:需准备好用户手册(必须带)、行驶证、数码相机或拍照手机(最好带上,有用)。首次保养时最好约上一位老司机或者至少一位亲戚朋友,方便照顾。3、保养登记时:车辆进入保养车间后,最好亲自跟随。这样可以看到车辆保养的全过程,特别是可以监督保养工人用料情况、工作的认真态度。还可以学习一些简单的维修技巧,了解一下爱车的基本结构,这对于日后路上突发紧急情况的处理很实用。4、车辆正常保养完后:要敦促保养技师处理事先发现的其他故障。该换件的一定让他换,不能凑合,这是在免费保修期内。
发布时间:2023-07-17 16:18:55
阅读:7668

汽车排气筒水多是怎么回事?
汽车排气筒出水属于正常现象。以下是关于排气筒出水的相关介绍:1、汽车排气筒出水的原因:冷凝的水滴积聚是发动机里的汽油燃烧充分的表现,因为汽油完全燃烧后会生成水蒸汽和二氧化碳,当看到环境气温较低时,排气管冒出的白烟就是水蒸气。当水蒸气流经金属管的时候,就会凝结成水滴,而造成排气管出水。2、其他情况:如果尾气的是乳白色油雾,滴在地上会凝固结块,很可能是燃油汽化不良。主要是因为温度太低,燃油雾化不良所致,通常在发动机起动后随发动机温度升高而消失。
发布时间:2023-07-17 16:18:55
阅读:6908

汽车二保公里数?
汽车二保在行驶1万公里或一年左右进行。关于汽车二保的更多资料如下:1、二保还包括了涉及到发动机、变速箱、冷气系统、转向系统、制动系统、悬挂、车身、轮胎多个系统数十个项目的检测与维护。2、二次保养时,车主可以考虑更换或清理空气和空调滤芯,4s店不会要求更换,不过考虑到如今的用车环境因素,这种价格又不高且能够带来明显改变的保养项目可以提前进行。3、汽车第二次保养,并不需要做多余的更换和清洗。例如检查冷却液、制动液、轮胎气压等一般都免费。注意这里提醒各位车主,二保之前一定要看清楚保养清单,不需要的项目建议不用去做。
发布时间:2023-07-17 16:18:55
阅读:6376

首二保是什么意思
二保是二级维护或二级保养的简称,也是我国针对汽车和客车强制保养制度。汽车需要定期进行保养,对汽车的各个部件进行检查,更换机油和机滤等。汽车在驾驶过程中,车内的各个部件处于高速运行的状态下,容易导致部件有细小的磨损,尤其是发动机内的部件,长期处于高温的工作状态下,部件之间相互摩擦,需要及时更换机油和机滤,机油可以降低发动机内的工作温度,减小部件之间的摩擦损耗,机滤定期需要更换,机油中的杂质容易堵塞机滤,汽车在定期保养后,可以延长汽车和发动机的正常使用寿命,保障安全驾驶。
发布时间:2022-03-12 09:39:06
阅读:4729

轩逸二保以后油耗增加怎么回事
正常情况下,汽车经过4S店专业人士的保养维护后,汽车油耗会有所降低。轩逸二保后油耗增加,是因为机油的粘度高引起的,而且在路况与车况基本一致的情况下,添加了粘度更高的机油会更快消耗油。在日常汽车的使用中,引起汽车油耗增加的原因会有:轮胎过低、频繁的刹车和频繁启动汽车、常拉运重物,道路坑洼,常开窗驾车而增加阻力等都会导致油耗过高。轩逸二保项目中都会检查测试到全车各个部件,全车进行冲洗保养,确保驾驶员能安全行驶。用车人员养成良好的行车用车习惯,选择合适的汽车机油,不仅能延长汽车发动机的使用寿命,又能减少油耗。
发布时间:2021-11-10 16:43:05
阅读:4137

飞溅润滑意思是什么
飞溅润滑指的是利用发动机工作时溅泼起来的油滴或者是油雾润滑发动机内部的零件。润滑油先集中到集油器中,然后再经过设计好的油沟流入到润滑部位,飞溅润滑的主要作用是用于润滑齿轮、涡轮减速器装置。汽车上的润滑系统主要是起到润滑发动机的作用,发动机在工作时不断把数量足够、温度适当的润滑油输送到传动件的表面,减少零部件之间的摩擦,使各个零部件的摩擦表面形成油膜,从而可以降低发动机功率消耗,减少零部件的磨损,提高发动机的工作效率,延长发动机的使用周期。最早期的发动机采用的都是飞溅润滑,利用曲柄搅动机油,把油滴甩到发动机各个机件润滑,为了增加飞溅时的油量,一般都会将曲柄设计得较长。飞溅润滑系统的结构比较简单,有利于发动机采用轻量化设计,但是最早期使用的这种润滑方式效果比较差,尤其是对汽车的各个轴承而言,从外部甩出来的润滑油很难将零部件进行充分的润滑,发动机就会产生比较大的损失。
发布时间:2021-11-10 16:42:47
阅读:3955

汽车气缸漏气用氧焊焊可以吗?
不能,如果气缸漏气了建议更换一个新的气缸,因为气缸压力时大时小,用氧焊是无法保证不会脱焊的:1、内燃机缸体上安放活塞的空腔。是活塞运动的轨道,燃气在其中燃烧及膨胀,通过气缸壁还能散去一部分燃气传给的爆发余热,使发动机保持正常的工作温度;2、气缸的型式有整体式和单铸式。单铸式又分为干式和湿式两种。气缸和缸体铸成一个整体时称整体式气缸;气缸和缸体分别铸造时,单铸的气缸筒称为气缸套;3、气缸套与冷却水直接接触的称作湿式气缸套;不与冷却水直接接触的称作干式气缸套。为了保持气缸与活塞接触的严密性,减少活塞在其中运动的摩擦损失,气缸内壁应有较高的加工精度和精确的形状尺寸。
发布时间:2021-04-28 13:16:04
阅读:3535

丰田普拉多二保项目,普拉多二保内容
丰田普拉多二保主要项目:
丰田普拉多二保检查项目还是以机油、机滤、汽滤、空滤为主。
切勿随意听信4S店的忽悠项目:
普通矿物机油5000公里换一次,半合成7000左右,全合成10000换。换机油的时候同时换机滤。
1.空滤5000~7000KM换
2.汽滤10000~15000KM换
3.空调滤芯20000KM以上
4.节气门、喷油嘴、怠速马达30000~40000KM清洗一次就好,尤其怠速马达,越洗越爱坏。
5.正时皮带70000KM左右换
6.四轮换位40000KM左右
二保其他项目检查事项:
1、丰田普拉多发动机通过三清三滤作业后,应易启动、运转平稳、排气正常(指尾气达标)、水温、机油压力符合要求、转速平稳、无异响、各皮带张紧适度,无四漏(水、油、电、气)现象。
2、方向自由行程和前束符合要求,转向轻便、灵活、可靠,行驶时前轮无左右摆头和跑偏。3、离合器自由行程符合要求,操作方便、分离彻底、结合平稳、可靠,无异响,液压系统无漏油。
4、丰田普拉多变速箱、驱动桥、万向节(或半轴)传动装置等润滑良好,连接可靠,无异响和过热,不跳挡、换挡灵活、不漏油。
5、制动踏板自由行程和制动器间歇符合要求,行车、驻车制动良好,制动时无跑偏现象和制动时拖滞现象,惯性比例阀工作正常,不漏油.
6、轮胎压力是否正常
7、悬臂、减震固定可靠,功能正常,轮毂轴承温度在行驶后不高热。
8、发电机、起动机、灯光、仪表、信号灯、按钮、开关附属设备齐全、完整,能工作正常。
9、全车各润滑点加注润滑油。
10、全车冲洗清洁
发布时间:2021-03-02 21:45:11
阅读:7391
力帆轩朗二保项目,轩朗二保多少公里
力帆轩朗二保项目:轩朗二保是8000公里左右,轩朗的第二次的保养项目是机油,机油滤芯,空气滤芯以及一些常规检查,二保免工时费。日常保养工作很简单,归纳起来就是:清洁、紧固、检查、补充。
汽车保养要定期或5000公里时换三滤(气滤、空滤、油滤),价位不高,每次25元---35元,给发动机换油,大概一桶油90元--140元。交通强制保险,也就是交管部门强制收取的交强险,每车必带交警必查的一项,每年的费用900元--1200元,以上情况只限于小型轿汽车。按你车的每周行驶100公里计算,一月400公里,百公里油耗按8个计算,32升×7.54元每升=241元每月。以此类推可以计算出一两个月或半年。
汽车保养是指定期对汽车相关部分进行检查、清洁、补给、润滑、调整或更换某些零件的预防性工作,又称汽车维护。现代的汽车保养主要包含了对发动机系统(引擎)、变速箱系统、空调系统、冷却系统、燃油系统、动力转向系统等的保养范围。
发布时间:2021-03-01 16:20:13
阅读:7260
日产蓝鸟二保项目,蓝鸟二保多少公里
日产蓝鸟二保项目:
1、对日产蓝鸟发动机前仓内及全车的机械联结部位螺帽全部进行检查并紧固(一个都不能少);
2、轮胎胎面及气压检查,顺便剔除轮胎上的小石子,前后轮胎气压均充压为2.4KG/CM2,四轮定位检查;
3、更换日产蓝鸟机油及机滤芯,从更换出的机油情况看,判断发动机的机械加工精度是否良好好,机油油色不是很黑,流动性较好、粘度不是很稠,证明机加工精度良好;如果放出的机油很黑且稠,就说明磨合期内发动机及传动箱的机械金属表面磨损较大。其磨损大小是和机械加工精度成反比的(即加工精度高磨损低,加工精度低磨损高)。
4、对日产蓝鸟全车灯光进行检查和调试;
日产蓝鸟二保注意事项:
1、检查要仔细;日产蓝鸟在进行二保的时候,要对全车各个部位的螺丝帽进行检查,一旦发生有松动的,要马上紧固;
2、给日产蓝鸟个个关节位置加上润滑油,比如说前后车门的铰链,为发动机添加冷却液,也检查刹车油液和电瓶;
日产蓝鸟二保是五千公里;
发布时间:2021-03-01 11:48:09
阅读:7282

飞溅润滑是什么
飞溅润滑指的是利用发动机工作时溅泼起来的油滴或者是油雾润滑发动机内部的零件。润滑油先集中到集油器中,然后再经过设计好的油沟流入到润滑部位,飞溅润滑的主要作用是用于润滑齿轮、涡轮减速器装置。汽车上的润滑系统主要是起到润滑发动机的作用,发动机在工作时不断把数量足够、温度适当的润滑油输送到传动件的表面,减少零部件之间的摩擦,使各个零部件的摩擦表面形成油膜,从而可以降低发动机功率消耗,减少零部件的磨损,提高发动机的工作效率,延长发动机的使用周期。最早期的发动机采用的都是飞溅润滑,利用曲柄搅动机油,把油滴甩到发动机各个机件润滑,为了增加飞溅时的油量,一般都会将曲柄设计得较长。飞溅润滑系统的结构比较简单,有利于发动机采用轻量化设计,但是最早期使用的这种润滑方式效果比较差,尤其是对汽车的各个轴承而言,从外部甩出来的润滑油很难将零部件进行充分的润滑,发动机就会产生比较大的损失。
发布时间:2020-12-26 14:24:52
阅读:3215


